En melocotonero y nectarino casi el 50% de la producción se exporta. Por ello es importante alargar la vida postcosecha de la fruta de hueso, garantizando su calidad global en el destino final, la cual depende de tres factores principales: la textura, la incidencia de daños por frío y la incidencia de podredumbres. En relación al tercero, el principal patógeno de postcosecha que afecta a la fruta de hueso es del genero Monilinia y está presente en todas las zonas de producción de melocotonero.
Carla Casals, Neus Teixidó, Josep Usall, Maria Bernat, Rosario Torres. IRTA, XaRTA-Postcollita, Edifici Fruitcentre, Parc Científic i Tecnològic Agroalimentari de Lleida (PCiTAL).
El melocotonero y el nectarino son las especies con mayor aportación (29%) a la producción final de fruta dulce en España, siendo en el año 2017 de 1.792.415 toneladas (Anuario de Estadística Agroalimentaria, 2017). Existe una clara tendencia a incrementar la exportación, llegando a casi el 50% de la producción.
En la actualidad, las principales especies en fruta de hueso del género Monilinia que causan enfermedad son Monilinia laxa (Aderh et Rulh.) (foto 1) y Monilinia fructicola (G. Wint.) Honey (foto 2). La epidemiología de esta enfermedad en campo ha sido ampliamente estudiada. Se conoce que puede infectar flores y frutos a lo largo del ciclo fenológico del cultivo (Biggs y Northove; 1985 y Gell y col., 2009).

Foto 1. Fruto afectado por Monilinia laxa.
Además, la susceptibilidad del fruto a la infección del patógeno aumenta con el grado de madurez (Xu y col., 2007; Gell y col., 2008; Villarino y col., 2011), en parte debido a la disminución del contenido de ácido clorogénico y su isómero, ácido neoclorogénico, en frutos maduros (Villarino y col., 2011). Las infecciones que tienen lugar en frutos inmaduros pueden permanecer latentes sin mostrar síntomas hasta el período próximo a la cosecha o durante el período de postcosecha, cuando los frutos llegan a su madurez comercial (Gell y col., 2008).
Aunque la infección ocurre en campo, el desarrollo de la enfermedad se da, principalmente, en la central hortofrutícola, en el punto de venta o en casa del consumidor. Esto hace que esta enfermedad tenga un gran impacto económico para el productor, ya que a las pérdidas de fruta hay que añadir las reclamaciones y la pérdida de confianza del cliente.
En base a lo explicado anteriormente, los frutos que llegan a la central hortofrutícola se pueden mostrar aparentemente sanos pero estar contaminados, ya sea por infecciones latentes o por conidios que están en la superficie que aún no han infectado. Por lo tanto, la fruta puede presentar tres escenarios diferentes:
- i) frutos absolutamente sanos (sin presencia de conidios ni en la superficie ni como infección).
- ii) fruta con presencia de conidios en la superficie (en este caso la infección aún no ha tenido lugar)
- iii) fruta infectada pero sin síntomas aparentes (infecciones latentes o recientes).
Una vez llega la fruta a la central, independientemente del escenario en el que esté, pasará por una serie de procesos con el objetivo de mantener la calidad de la fruta, tal y como ya se ha explicado anteriormente. A continuación se describirán algunos de los factores más importantes que pueden afectar a dicha calidad, y así poder actuar de manera óptima durante el periodo de postcosecha.
¿Existen fuentes de inóculo en la central hortofrutícola?
Es de vital importancia conocer si hay fuentes de inóculo de Monilinia spp. en la central hortofrutícola y por lo tanto si existe la posibilidad de que la fruta sana tenga riesgo de contaminación e infección a lo largo de los diferentes procesos. El inóculo puede estar presente en el ambiente y en todo tipo de superficies de las diferentes zonas de la central hortofrutícola de fruta de hueso. Será especialmente importante conocer el género, cantidad y ubicación para adoptar métodos de limpieza y desinfección apropiados y así minimizar el riesgo de infección.

Cuadro I. Población fúngica (incidencia) en función de la central hortofrutícola (A o B) y del año de evaluación (2012 o 2013).
En estudios realizados por Bernat y col., (2016) se muestrearon en profundidad dos centrales hortofrutícolas ubicadas en Lleida (Cataluña) donde su principal actividad es confeccionar fruta de hueso para el mercado internacional. Durante dos años consecutivos, se muestrearon periódicamente ambientes y superficies de ambas centrales, cada siete o quince días, a lo largo de toda la campaña: recepción, hidrocooling, cámaras de enfriado, balsa de vaciado de la fruta, clasificación y expedición. En general se observó que Monilinia spp. es un patógeno que tiene un nivel de presencia muy bajo en las diferentes zonas e instalaciones con incidencias de detección inferiores al 1% (cuadro I).
Por el contrario, otros patógenos secundarios que también pueden causar enfermedad a melocotones y nectarinas como Penicillium spp., Rhizopus spp., Cladosporium spp., Fusarium spp., Aspergillus spp. y Alternaria spp., fueron identificados con una mayor incidencia (Bernat y col., 2016; Usall y col., 2013).
Para el caso de los géneros Penicillium spp. y Cladosporium spp. cabe indicar que su efecto en fruta de hueso generalmente es baja (Borve, 2014). Por el contrario, Rhizopus spp. es un hongo de los más devastadores en fruta de hueso, por lo que su presencia detectada en los muestreos implica el riesgo de nuevas infecciones y, por lo tanto, pérdidas de producción importantes por su rápido crecimiento. En relación a Rhizopus spp. cabe destacar que en los últimos años se ha observado un incremento gradual de su afectación en fruta de hueso, tanto en campo como en postcosecha y que, puntualmente, las pérdidas que ocasiona pueden ser incluso equiparables a las de Monilinia spp.

Foto 2. Fruto afectado por Monilinia fructicola.
En base a lo expuesto anteriormente, en las centrales hortofrutícolas de fruta de hueso raramente se encuentra inóculo de Monilinia spp., principal causante de enfermedad de esta fruta. No obstante, será necesario realizar una correcta limpieza periódica y posterior desinfección de las diferentes zonas de la central, para así, minimizar la cantidad de todo tipo de inóculo que sí que se detecta (Bancroft y col., 1984, Smilanick y col., 2013). Para ello, se recomiendan métodos de desinfección fáciles de utilizar que supongan una alternativa real para el sector, priorizando los desinfectantes económicos y respetuosos con el medio ambiente.
Efecto de los procesos seguidos en las centrales hortofrutícolas
Fruta previamente infectada por Monilinia spp. en campo
La fruta cosechada se transporta del campo a la central hortofrutícola donde se someterá a distintos procesos antes de su expedición (figura 1). A su llegada a la central la temperatura media de la fruta (en Lleida) está alrededor de 30oC o superior. Esta temperatura puede deteriorar el producto siendo una prioridad enfriar la fruta lo más rápido posible. Para ello se dispone de cámaras de enfriamiento rápido o de equipos como el hidrocooling (foto 3), que ralentizan el metabolismo de la fruta y consecuentemente minimizan su deterioro. Una vez bajada la temperatura, la fruta puede permanecer unas horas o días a la espera de su clasificación. Durante este período la temperatura óptima es entre -1 y 0oC y la humedad relativa de 90-95%.
El siguiente paso será la clasificación para eliminar frutos con defectos así como clasificarlos por color, tamaño o forma. Para ello, en primer lugar se vacía la fruta en una balsa de agua; la fruta flota y es transportada hacia las líneas de clasificación mediante una cinta transportadora. Generalmente, se añade hipoclorito de sodio a la balsa para higienizar el agua que potencialmente contiene numerosos conidios provenientes del campo (Suslow, 2005). Durante el proceso de clasificación la temperatura de la fruta aumenta y por ello, una vez clasificada pasará a través de un túnel de enfriamiento antes de llegar a la cámara de expedición donde permanecerá hasta su salida de la central hortofrutícola.
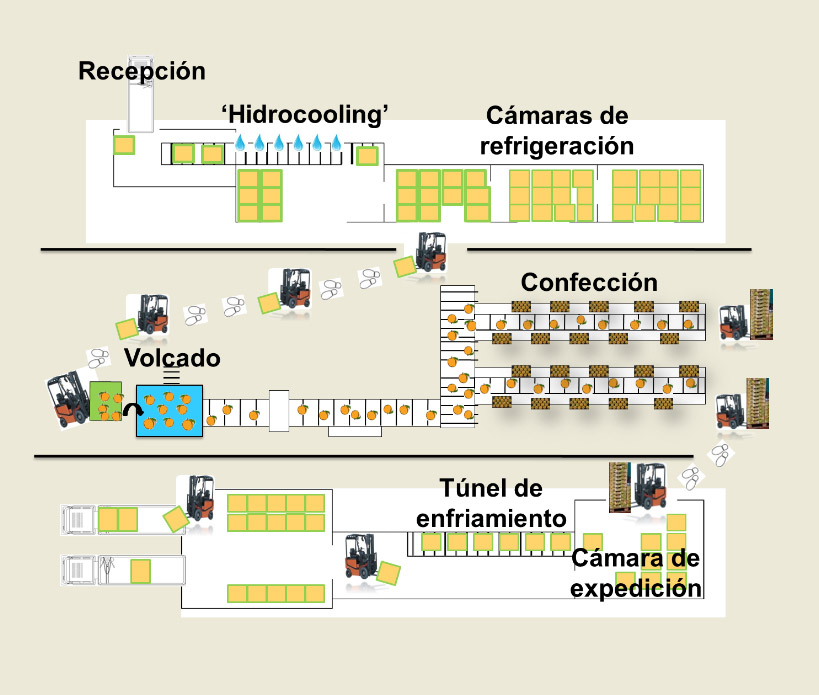
Figura 1. Diagrama típico de las operaciones de manipulación de melocotones y nectarinas en las centrales hortofrutícolas.
En un estudio de Bernat y col. (2017) se demostró que es importante reducir el tiempo entre la cosecha de melocotones y nectarinas y su recepción en la central hortofrutícola, combinado con la aplicación de un tratamiento de hidrocooling justo a la llegada de la fruta y utilizando la concentración de cloro óptima. Dicha combinación ayudará a reducir la incidencia de frutos afectados por infecciones recientes, previamente producidas en el campo. Se observó que la duración del tratamiento de hidrocooling es más relevante que la concentración de cloro utilizada en el agua.
El volcado en agua de la fruta es otro de los procesos que podría reducir la incidencia de frutos afectados por Monilinia spp. siempre que se trate de infecciones recientes. Para el caso del vaciado de la fruta en agua, dicho efecto solo se observó en nectarinas. Y para ambos procesos (hidrocooling y vaciado en agua) no se observó ningún efecto cuando las infecciones ya estaban establecidas. Por otro lado, se demostró que mantener la temperatura de la fruta a lo largo de toda la cadena de manipulación durante el período de post-cosecha ayudará a reducir las pérdidas y a mantener la calidad de la fruta.
Fruta con inóculo de Monilinia spp. pero no infectada
El riesgo de infección por Monilinia spp. en fruta de hueso en condiciones de campo se ha estudiado ampliamente. No obstante, la información disponible sobre el riesgo de infección durante el periodo de postcosecha está muy limitada.
Aunque el control de Monilinia spp. en campo haya sido el adecuado, cuando los frutos no infectados pero con presencia de conidios en la superficie llegan a la central frutícola, tienen el riesgo de infectarse durante el período de postcosecha en diferentes momentos. Anteriormente se ha explicado que la presencia de conidios de Monilinia spp. en la central hortofrutícola (ambientes y superficies) es mínima. No obstante, cabe indicar que durante el periodo de almacenamiento en cámara, la fruta sana también se podría contaminar por contacto directo con un fruto podrido (Michailides y Morgan, 1997).
Bernat y col. (2017) es la primera publicación que se conoce relacionada con el efecto de distintos procesos a los que se somete la fruta en la central en el riesgo de infección. En nuestro estudio se demostró que la conservación en frío de melocotones y nectarinas con presencia de Monilinia spp. en la superficie no supone riesgo de infección. No obstante, es importante mencionar que cuando dicha fruta se somete al proceso de vaciado por inmersión en agua, ello sí que implica riesgo de infección de otras frutas y posible desarrollo posterior de la enfermedad. Las condiciones de humedad que proporciona el volcado son óptimas para que se produzca la germinación e infección (Xu y Robinson, 2000). Por lo tanto, mantener las condiciones de higiene del agua del volcado es una práctica muy recomendada en las centrales frutícolas ya que podría dar lugar a nuevas infecciones en los frutos.
Conclusiones
La enfermedad causada por Monilinia spp. en melocotones y nectarinas es la podredumbre parda y es la enfermedad más importante de este cultivo en todo el mundo. En la gran mayoría de los casos el hongo infecta en campo y los síntomas aparecen en postcosecha, ya sea en la central hortofrutícola, en el punto de venta o en casa del consumidor. La incidencia de enfermedad puede ser causada tanto por infecciones activas como latentes, presentes en los frutos en el momento de la recolección. Y, en menor frecuencia, a nuevas infecciones en frutos sanos durante este periodo.

Foto 3. Fruta durante el proceso de hidrocooling.
Por ello un adecuado manejo del cultivo en precosecha y cosecha, evitando la presencia del patógeno sobre la fruta, o en forma de infecciones activas o latentes, es la primera herramienta para reducir la incidencia de la enfermedad en postcosecha. Una vez tenemos la fruta en la central, será importante evitar el contacto de frutos sanos con conidios del patógeno que se puedan trasmitir mediante flujos de aire o agua (sin desinfectar) o el contacto directo con frutos podridos. Será necesaria una correcta limpieza de superficies y equipos para mantener la sanidad de la fruta durante este periodo.
Paralelamente, es importante conocer que para el caso de frutos aparentemente sanos pero con infecciones recientes los procesos basados en el hidrocooling y vaciado en agua de la fruta pueden ayudar a disminuir la incidencia de frutos afectados. A su vez, hay que tener en cuenta que el vaciado en agua puede resultar contraproducente en el caso de fruta no infectada pero con conidios en la superficie, ya que las condiciones de alta humedad que implica son óptimas para la infección. Ello hace extremadamente importante mantener unas correctas condiciones de higiene del agua de la balsa. Finalmente, indicar que es fundamental mantener la fruta a temperatura de refrigeración el máximo tiempo posible. De esta manera, se evitará la infección de los conidios que puedan estar en la superficie de la fruta, ya que durante este proceso el riesgo de infección es muy bajo.